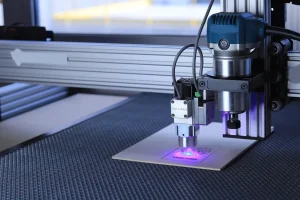
Accuracy & Surface Finish
Laser spot sizes of 25–75 µm deliver positioning accuracy of ±0.01 mm and cut-edge roughness Ra 3–6 µm. Stamping dies wear quickly, widening tolerances to ±0.05 mm over long runs, while plasma cuts often exceed Ra 25 µm, requiring secondary grinding.
Speed & Flexibility
On 1–6 mm sheet, a 2 kW fiber laser travels at 20–40 m/min, far outpacing a turret punch at 5–10 m/min. Product changeover for laser only means loading a new file, whereas punches need new dies and hours of setup. Above 20 mm, laser is slower than plasma but yields square edges without secondary operations.
Heat Input & Material Scope
Concentrated laser energy keeps the heat-affected zone under 0.2 mm, minimizing distortion. Plasma HAZ spans 1–3 mm, oxy-fuel even 5 mm, causing warpage. Laser handles virtually all metals and many non-metals, while oxy-fuel is limited to carbon steel and punching struggles with hardened materials.
Operating Costs
Laser consumes only protective lenses and nozzles, making short runs economical. Stamping bears high tooling costs amortized over millions of parts. Water-jet, though heat-free, costs 1.5–2× more due to abrasive and pump maintenance.
For high-precision, low- to medium-volume, and multi-material jobs, laser leads. For very high-volume, single-thickness carbon-steel parts, plasma or stamping can still be more cost-effective.